-
E-mail
ddxfvgdwm@163.com
-
Telefone
13202009968
-
Endereço
No. 8, Green Source Avenue, Xinfeng Industrial Park, Ganzhou, província de Jiangxi
Categorias do produto
Ganzhou irm?o faca Co., Ltd.


Ferramenta de colheita grande
NegociávelAtualização em01/05
- Modelo
- Natureza do fabricante
- Produtores
- Categoria do produto
- Local de origem
Visão geral
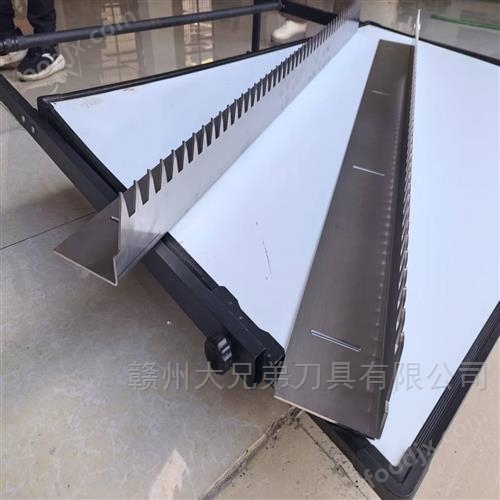
As laminas de moldagem de grandes colheitadoras s?o componentes-chave da colheitadora, cujo desempenho afeta diretamente a eficiência e a qualidade da colheita. Aqui est?o as instru??es detalhadas e a introdu??o:
Detalhes do produto
Descrição e introdução da lâmina de moldagem de grandes colheitadoras:
Estrutura e Tipo
EstruturaA lâmina de moldagem de uma grande colheitadora geralmente é composta por uma ponta, um dorso e uma alça. A borda é a parte responsável pelo corte das culturas e precisa ter uma agudeza extremamente alta e resistência ao desgaste; A faca desempenha o papel de apoio e proteção da borda, exigindo uma certa força e tenacidade; O punho é usado para fixar a lâmina no disco ou no eixo da colheitadora.
tipoDependendo da colheita, o tipo de lâmina varia. Por exemplo, a colheita de trigo, arroz e outras culturas de baixa caule, muitas vezes usando facas rotativas e corta-ervas; Enquanto a colheita de milho, soja e outras culturas de alto raio, é mais usada uma lâmina de colheita combinada, uma faca de arado, etc.
Escolha de materiais
30MnB5 chapa de açoEste é um material de lâmina comumente usado, sua resistência à tração é de 1000-1200MPa, resistência à submissão ≥800MPa, taxa de extensão ≥10%, não é fácil deformar ao cortar culturas de alta fibra, mas também pode absorver a energia de choque para evitar a ruptura. As placas finas de 3-6mm são adequadas para lâminas de colheitadoras leves e as placas de espessura média de 12-16mm para lâminas de colheitadoras pesadas.
Aço estrutural de baixa liga de alta resistência e composto de aço inoxidável marteniticoPor exemplo, as camadas externas e internas são de aço estrutural de alta resistência de baixa liga, como 16MnV, 27SiMn, e a camada média é uma lâmina composta de aço inoxidável martenite 9Cr18MoV ou 9Cr18Mo. Esta estrutura permite que as lâminas sejam resistentes, resistentes ao desgaste e autoabrasivos.
Processo de fabricação
Processo de laminação a quente: Usando o bloco de aço como matéria-prima, após aquecimento na laminadora de aço uma vez laminada a quente para a base, depois de corte, perfuração e dobradura aplastada. A extensão da lâmina aumenta a largura média de mais de 3 mm durante a laminação a quente, a espessura da lâmina é de 1,0 ± 0,5 mm e pode manter o tecido da fibra metálica contínuo, garantindo a resiliência da lâmina e da correia de transição. Finalmente, através do tratamento térmico do forno de alta frequência, o punho, a borda e a faca obtêm valores de dureza razoáveis, respectivamente.
Processo de corte e moldagemPara as lâminas compostas, muitas vezes o processo de fundição centrífuga é usado para fabricar um bloco de tubo centrífugo, depois de laminar em círculo e expandir, após o tratamento térmico de cozimento, cortar com uma lâmina de água ou cortar com fio em lâminas metálicas moldadas, e finalmente fazer o tratamento de temperação e cozimento.
Requisitos de desempenho
Desempenho de corteA lâmina deve ser capaz de cortar de forma eficiente diferentes tipos de culturas para garantir um corte suave e reduzir o puxo e os resíduos das culturas.
DurabilidadeEm condições normais de uso, para suportar operações de corte frequentes, com uma vida útil mais longa, não é fácil de desgaste excessivo, corte ou quebra.
SegurançaA lâmina deve ser projetada e fabricada em conformidade com os padrões de segurança relevantes e não será solta ou desligada durante o trabalho após a instalação, evitando danos ao operador.
Tratamento de superfície
Para melhorar a resistência ao desgaste e à corrosão das lâminas, geralmente são tratadas de superfície. Polir a superfície da lâmina até Ra≤1,6 μm pode reduzir a erosão de água e substâncias químicas no solo e prolongar sua vida útil em ambientes úmidos.




